
邮箱:rifire@qq.com
宾采尔激光焊枪在行业中的应用
作者:Norbert Höppe,发布于 2025年3月14日 上午4:30:00转自BINZEL集团

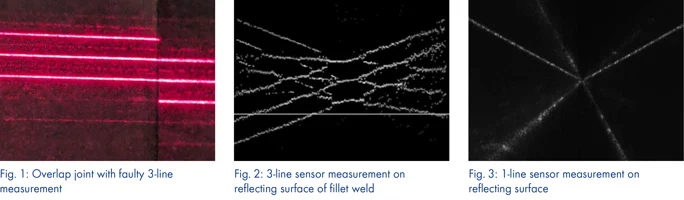
您是否曾想过如何优化批量生产中的焊缝质量?是否对废品或返工感到烦恼?如果您在生产中使用包括激光三角测量在内的焊接机器人,您就会知道精确的焊接至关重要——不仅为了稳定性,也为了流程的效率和成本效益。市场上有不同的传感器,问题在于:对您的应用而言,多少条线更好?是单线传感器还是三线传感器?
在我们上一篇博客文章《当焊接公差成为通往地狱的旅程》中,我们解释了如何克服焊接中指定位置公差带来的所有挑战。本文希望接续上一篇,聚焦下一个问题:单线传感器和三线传感器之间有什么区别? 我们将为您提供一个基本概述,以便您能更好地评估该技术,并从一开始就为您的需求找到正确的解决方案。
激光三角测量工作原理:基础知识
among other methods, 光学焊缝跟踪系统基于激光三角测量(光切法)运行。更准确地说,它应被称为激光线三角测量,但为简单起见,我们将使用这个较短的术语。
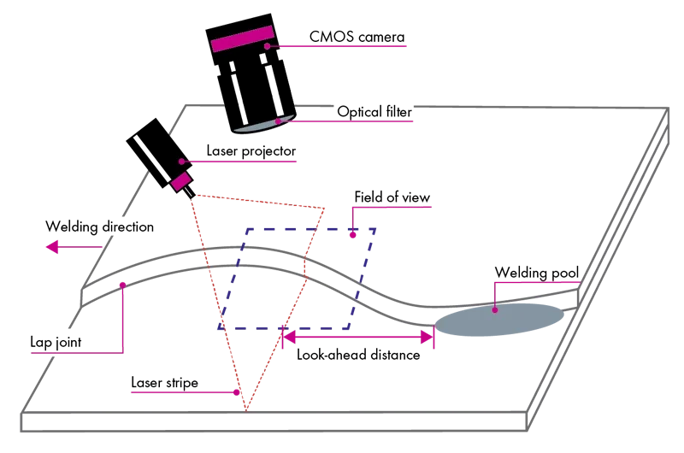
可以将传感器看作一个观察工件及其表面的“眼睛”。为此,传感器头将一束细的红色激光投射到工件上,形成一条可见的线。
[图片: iST_ARC_30_detail_in_action_1]
光线被反射,传感器内部的一个专用相机从特定角度捕获反射线。通过分析这个角度,相机可以确定线条在工件上的精确位置和形状。由于相机和激光投影器之间的距离和角度(三角测量角)是固定的,相机精确知道其相对于激光和工件的位置。因此,相机可以从反射线的变形推断出焊缝的精确位置和形状。传感器实时收集接头的数据——即其位置、宽度和深度——并将此信息传输给焊接系统的控制单元。系统随后利用这些数据精确引导焊枪沿焊缝行进,并立即补偿任何偏差。
总结如下:
投影: 一束激光以线的形式投射到工件上并被反射。
检测: 相机捕获反射光及任何偏差。基于这些数据计算距离和形状变化。
调整: 数据实时传输到控制系统,该系统可以立即补偿偏差。
一条线还是三条线?差异一览
在激光三角测量领域,两种方法已成为标准:单线传感器和三线传感器。
两种方法都有其特定的优点和缺点,并适用于不同的应用。最终,工艺的选择取决于您的需求——具体的焊接任务、工件以及焊缝的精度要求。
为了给您更好的概述,我们想比较这两种方法并解释它们各自的利弊。
三条线:更多数据,需更多处理
优点:
更高的可靠性: 每次图像采集进行三次测量,可提供更高的测量确定性。
快速测量: 可能比单线传感器具有更高的测量速率。理论上有用,但对大多数机器人控制器不适用。
缺点:
复杂的接口要求: 机器人控制器通常只能处理来自单条线的信息。
灵活性降低: 不太适合较小工件,例如,因为所有三条线都必须定位在待焊焊缝上方。
一条线:灵活且高效
优点:
与工业机器人兼容: 大多数机器人控制器可以轻松处理其数据。
高效且快速: 单线传感器提供足够的测量数据来实时调整机器人控制。
灵活性: 特别适合较小和更复杂的工件。
缺点:
反射问题: 高反射表面可能导致测量精度下降。可能需要精确的参数设置。
下表全面比较了单线传感器(例如 ABICOR BINZEL 的 iST ARC 焊缝跟踪传感器)与三线传感器之间的主要区别:
其他需要考虑的因素
单线传感器和三线传感器之间的差异主要与其应用和技术限制有关。开发三线甚至五线传感器最初是为了满足那些速度比精度更关键的应用。然而,在实践中,来自三条或更多条线的额外信息通常无法被利用。
原因在于: 大多数标准工业机器人,例如来自 ABB、Fanuc、KUKA 或 Yaskawa 的机器人,设计用于处理来自单线传感器的数据。向控制器传输来自多条线的额外测量数据几乎没有什么好处,因为控制器每秒只能处理有限数量的测量点。
此外,单线传感器使用全部可用的激光功率,因此与将其分配到三条线相比,能产生更强的信号。当处理非常高的电弧强度(可能会部分淹没传感器信号)时,这可能是有益的。例如,在等离子焊接或高性能 MAG 焊接中会出现这种情况。
而且,现代单线传感器配备了软件过滤器,可确保测量的一致性。这些过滤器能检测并纠正不正确的测量,例如在定位焊点上,因此单条线通常足以实现精确可靠的结果。另一点:虽然三线传感器提供了用于合理性检查的额外测量,但这些只有在所有三条线能同时捕获焊缝时才有用——而对于较小或更复杂的工件,这通常是不可能的。
提示: 选择传感器时,不仅要考虑技术规格,还要考虑应用的需求。在大多数情况下,一个配置良好的单线传感器可以提供所有相关信息,而无需三线传感器带来的额外复杂性。
结论
在单线传感器和三线传感器之间的选择很大程度上取决于具体应用。然而,对于大多数机器人弧焊工艺而言,单线传感器提供了更好的条件:它高效、灵活,并以机器人控制器可以处理的速度提供数据。虽然三线测量在理论上可以提供更多信息,但利用这些信息所需的接口常常缺失。此外,现代软件选项可以处理三线传感器旨在完成的许多任务。
您在使用光学焊缝跟踪方面有什么经验?欢迎在评论中分享您的想法或联系我们!

1号业务员微信
2号业务员微信
电话:021-34291728
地址:上海市奉贤区金海公路5885号
手机1:18930848528


手机2:13391398445

 在线客服
在线客服
